
GOGLIO
- VIA DELL INDUSTRIA 7 | 21020 | DAVERIO | VA
- ITALIA | LOMBARDIA
- Tel: 0332940111
- Fax: 0332940201
- www.goglio.it
Fondata nel 1850 a Milano, Goglio è un’azienda di riferimento nei settori dell'imballaggio flessibile, degli accessori in plastica rigida come valvole e bocchelli, e degli impianti di confezionamento.
Goglio è presente con stabilimenti produttivi in Italia, Olanda, Polonia, Stati Uniti e Cina; in vari Paesi europei e nel sud est asiatico sono dislocate sedi commerciali e di assistenza con propri magazzini, oltre a un numero di agenti operanti in tutto il mondo.
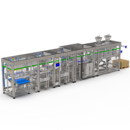
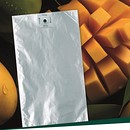
Le linee confezionatrici sono adatte a prodotti in polvere, in granuli, in pezzi o liquidi, e sono disponibili nelle versioni sottovuoto e/o con atmosfera modificata. L'ampiezza delle soluzioni di imballaggio per il settore alimentare comprende diversi settori: caffè, tonno, salsa di pomodoro, ristorazione, sacchi per riempimento a caldo sino a 10 litri, sacchi asettici fino a 1.500 litri, riso, alimenti sterilizzati e surgelati, piatti pronti, prodotti da forno.
Negli anni Sessanta nasce il Fres-co System, il servizio completo studiato per soddisfare l'esigenza di integrare imballaggi flessibili, impianti di confezionamento, tecnologia ed assistenza.
Sempre a quegli anni appartiene l'invenzione della valvola monodirezionale di degasazione che, attraverso un continuo processo evolutivo, rimane ancora oggi una componente essenziale della nostra offerta, sia nell'ambito delle confezioni per il caffè che per altre applicazioni.
Nel corso degli anni la Goglio ha continuamente arricchito il proprio know-how estendendo la ricerca e l'esperienza a diversi settori, sia tecnologici che geografici.
Ai primi affermati sistemi per il confezionamento del caffè sono seguite le confezioni asettiche, varie tipologie di imballaggi per il settore alimentare, per la grande ristorazione, per il cibo per animali e per la detergenza, fino alle confezioni per l'industria chimica e farmaceutica, tutte completabili con una vasta gamma di accessori, come maniglie, sistemi facilitati per l'apertura e la richiusura, erogatori e sagomature personalizzate.
Goglio propone confezioni in grado di preservare l'integrità del contenuto, valorizzandone l'immagine e facilitandone l'utilizzo. Il risultato è la possibilità di offrire al cliente una soluzione completa per vari tipi di prodotto, tra cui:
- caffè;
- alimenti vari in polvere, in pezzi o liquidi;
- alimenti sterilizzati;
- alimenti confezionati in asettico;
- alimenti confezionati a caldo, anche in formato catering;
- prodotti per l'industria agro-chimica e farmaceutica;
- cibo per animali;
- prodotti liquidi o in polvere per la detergenza.
Goglio da cinque generazioni si distingue per una forte spinta all'innovazione e per gli ingenti investimenti rivolti alla Ricerca e Sviluppo. La Divisione Macchine opera secondo i più avanzati principi di gestione computerizzata e di modularità delle linee di confezionamento.
I risultati sono un ampio campo di formati selezionabili, flessibilità, rapidità di produzione e controlli di processo totalmente informatizzati, come il monitoraggio remoto della linea con programmi di trouble shooting e teleassistenza.
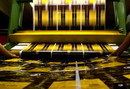
Per quanto riguarda la produzione di imballaggi, grazie alle linee di estrusione e coestrusione abbiamo realizzato ricette dedicate per produrre laminati che soddisfino esigenze specifiche di scivolosità, impermeabilità e resistenza meccanica.
Il Reparto Pre-Press, totalmente informatizzato, è attrezzato per l'incisione elettronica dei cilindri e può inviare e ricevere informazioni ai clienti in tempo reale. L'alta qualità dell'immagine è garantita da avanzati impianti di stampa a rotocalco, dotati di programmi di controllo di registro.
Il Reparto Chimico, inoltre, è dedicato alla produzione degli inchiostri utilizzati nel processo di stampa ed è supportato da qualificati ricercatori e sofisticate attrezzature di laboratorio per proporre e realizzare sempre nuovi e ricercati effetti di stampa.
L'innovazione può realizzarsi nel rispetto dell'ambiente e la produttività deve raggiungere vette sempre più elevate evitando sprechi. Queste volontà sono impegni supportati da normative e certificazioni, quali HACCP e ISO 14001, per tutelare l'igiene e pensare all'ambiente come progetto.
In particolare, con riguardo alla produzione di sacchi asettici, le condizioni ambientali di reparto sono sotto stretto controllo e gli addetti operano in base a specifici requisiti di igiene.
Le emissioni originate durante il processo di produzione degli imballaggi sono convogliate e riutilizzate mediante un sofisticato impianto di recupero solventi.
L’organizzazione di Goglio SpA è dotata di un sofisticato sistema di identificazione e di rintracciabilità esteso a tutti i componenti delle distinte base del processo. Il sistema di rintracciabilità è in costante miglioramento, in quanto supportato da appositi database degli “eventi” e delle “ricette macchina”.
Goglio SpA ha implementato e mantiene attivo un sistema di Gestione per la Qualità conforme alla normativa UNI EN ISO 9001 edizione 2008, e ne promuove il continuo miglioramento al fine di aumentare l’efficacia e l’efficienza della propria organizzazione e della propria immagine presso la clientela.







-
 21-07-2026Goglio acquisisce Cristal EmbalagensL'acquisizione di Cristal Embalagens rafforza la capacità produttiva del Gruppo Goglio in Brasile. Al via importanti sinergie in settori come food, caffè e pet food per sviluppo di prodotto, tecnologia ed efficienza operativa.
21-07-2026Goglio acquisisce Cristal EmbalagensL'acquisizione di Cristal Embalagens rafforza la capacità produttiva del Gruppo Goglio in Brasile. Al via importanti sinergie in settori come food, caffè e pet food per sviluppo di prodotto, tecnologia ed efficienza operativa. -
 03-06-2026riGOGLIOso, il progetto di Goglio per educazione ambientale e biodiversitàCoinvolti nell’edizione 2026 quasi 50 alunni delle scuole primarie del territorio in un percorso dedicato alla scoperta della biodiversità e alla cura del verde. Dal 2022 il progetto ha coinvolto oltre 190 studenti e studentesse.
03-06-2026riGOGLIOso, il progetto di Goglio per educazione ambientale e biodiversitàCoinvolti nell’edizione 2026 quasi 50 alunni delle scuole primarie del territorio in un percorso dedicato alla scoperta della biodiversità e alla cura del verde. Dal 2022 il progetto ha coinvolto oltre 190 studenti e studentesse. -
 23-04-2026Goglio at interpack 2026At Interpack, Goglio covers a wide range of applications, with solutions designed to ensure product protection, operational efficiency, and maximum flexibility.
23-04-2026Goglio at interpack 2026At Interpack, Goglio covers a wide range of applications, with solutions designed to ensure product protection, operational efficiency, and maximum flexibility. -
 30-03-2026Goglio vince il Best Packaging 2026 con FRES-COOKFRES-COOK rappresenta un sistema integrato per i pasti pronti in cui gli ingredienti rimangono separati fino al momento della preparazione. La premiazione del concorso promosso da Istituto Italiano Imballaggio si è svolta mercoledì 25 marzo a Milano, presso l’ADI Design Museum.
30-03-2026Goglio vince il Best Packaging 2026 con FRES-COOKFRES-COOK rappresenta un sistema integrato per i pasti pronti in cui gli ingredienti rimangono separati fino al momento della preparazione. La premiazione del concorso promosso da Istituto Italiano Imballaggio si è svolta mercoledì 25 marzo a Milano, presso l’ADI Design Museum. -
 20-03-2026Goglio, sistemi integrati per il packaging flessibileCon 176 anni di esperienza e una presenza mondiale consolidata, Goglio sviluppa soluzioni che spaziano dalle linee di confezionamento ai laminati multistrato alta barriera, fino ai servizi digitali avanzati. I sistemi Goglio trovano applicazione in molteplici settori industriali, tra cui quelli della cosmetica e della detergenza.
20-03-2026Goglio, sistemi integrati per il packaging flessibileCon 176 anni di esperienza e una presenza mondiale consolidata, Goglio sviluppa soluzioni che spaziano dalle linee di confezionamento ai laminati multistrato alta barriera, fino ai servizi digitali avanzati. I sistemi Goglio trovano applicazione in molteplici settori industriali, tra cui quelli della cosmetica e della detergenza. -
 03-03-2026Goglio a Propack East AfricaGoglio, società attiva a livello globale nel packaging flessibile con 175 anni di esperienza, partecipa dal 3 al 5 marzo a Propak East Africa, la principale fiera dell’Africa orientale dedicata alle tecnologie per il processing e il packaging, che si terrà a Nairobi.
03-03-2026Goglio a Propack East AfricaGoglio, società attiva a livello globale nel packaging flessibile con 175 anni di esperienza, partecipa dal 3 al 5 marzo a Propak East Africa, la principale fiera dell’Africa orientale dedicata alle tecnologie per il processing e il packaging, che si terrà a Nairobi. -
 01-12-2025Goglio partner tecnologico dell'evento "Il Filo Rosso del Pomodoro"Da anni Goglio supporta l'evento Il Filo Rosso del Pomodoro, l’appuntamento organizzato da ANICAV - Associazione Nazionale Industriali Conserve Alimentari Vegetali, che riunisce l’intera filiera del pomodoro per condividere tendenze, innovazioni e nuove prospettive del settore. Goglio, in qualità di partner tecnologico d’eccellenza, con la sua offerta per il settore del pomodoro e dei derivati, ribadisce l’impegno dell’azienda nel promuovere innovazione, sostenibilità e sinergie a tutti i livelli.
01-12-2025Goglio partner tecnologico dell'evento "Il Filo Rosso del Pomodoro"Da anni Goglio supporta l'evento Il Filo Rosso del Pomodoro, l’appuntamento organizzato da ANICAV - Associazione Nazionale Industriali Conserve Alimentari Vegetali, che riunisce l’intera filiera del pomodoro per condividere tendenze, innovazioni e nuove prospettive del settore. Goglio, in qualità di partner tecnologico d’eccellenza, con la sua offerta per il settore del pomodoro e dei derivati, ribadisce l’impegno dell’azienda nel promuovere innovazione, sostenibilità e sinergie a tutti i livelli. -
 06-11-2025Goglio ha debuttato a Gulfood Manufacturing con il suo sistema completo di confezionamentoNel corso della sua prima partecipazione a Gulfood Manufacturing, in scena a Dubai dal 4 al 6 novembre, Goglio ha puntato i riflettori sul sistema integrato Fres-co System®, con un focus particolare sul caffè, segmento strategico per il Gruppo, destinato ad avere sempre più rilevanza in Medio Oriente.
06-11-2025Goglio ha debuttato a Gulfood Manufacturing con il suo sistema completo di confezionamentoNel corso della sua prima partecipazione a Gulfood Manufacturing, in scena a Dubai dal 4 al 6 novembre, Goglio ha puntato i riflettori sul sistema integrato Fres-co System®, con un focus particolare sul caffè, segmento strategico per il Gruppo, destinato ad avere sempre più rilevanza in Medio Oriente. -
 27-10-2025Goglio a Cibus Tec Forum con l'offerta di confezionamento per gli alimenti liquidiAlla mostra-convegno di Parma, in programma il 28 e il 29 ottobre, Goglio presenterà il suo Sistema integrato Fres-co System®: linee di confezionamento, laminati flessibili alta barriera, accessori plastici e servizi avanzati.
27-10-2025Goglio a Cibus Tec Forum con l'offerta di confezionamento per gli alimenti liquidiAlla mostra-convegno di Parma, in programma il 28 e il 29 ottobre, Goglio presenterà il suo Sistema integrato Fres-co System®: linee di confezionamento, laminati flessibili alta barriera, accessori plastici e servizi avanzati. -
 15-10-2025Nuova linea G16 di Goglio in anteprima a Host 2025Focus della presenza in fiera sarà l’offerta completa di confezionamento per il settore caffè. Si consolida inoltre la collaborazione con Aetna Group con l’evento esclusivo “Smart Factory - Flexible Packaging”, subito dopo la fiera, il 23 ottobre, a Castel San Pietro Terme (BO).
15-10-2025Nuova linea G16 di Goglio in anteprima a Host 2025Focus della presenza in fiera sarà l’offerta completa di confezionamento per il settore caffè. Si consolida inoltre la collaborazione con Aetna Group con l’evento esclusivo “Smart Factory - Flexible Packaging”, subito dopo la fiera, il 23 ottobre, a Castel San Pietro Terme (BO). -
 04-10-2025Goglio, offerta integrata per il settore caffèL'azienda si presenta sul mercato del caffè con la sua offerta a marchio Fres-co System®: un sistema integrato che combina linee di confezionamento, laminati flessibili alta barriera, accessori plastici (valvole e bocchelli) e servizi avanzati.
04-10-2025Goglio, offerta integrata per il settore caffèL'azienda si presenta sul mercato del caffè con la sua offerta a marchio Fres-co System®: un sistema integrato che combina linee di confezionamento, laminati flessibili alta barriera, accessori plastici (valvole e bocchelli) e servizi avanzati. -
 22-09-2025Goglio celebra 175 anni di storia, innovazione e sostenibilitàNata come tipografia a Rho nel 1850, Goglio è oggi una realtà di riferimento a livello mondiale nel settore del packaging flessibile. Guidato dalla famiglia Goglio, il Gruppo - che conta 2210 dipendenti nel mondo - ha registrato nel 2024 un valore della produzione di 470 milioni di euro. In occasione dell’anniversario si è svolta una grande festa per i collaboratori e le loro famiglie presso il Plant di Daverio (Varese).
22-09-2025Goglio celebra 175 anni di storia, innovazione e sostenibilitàNata come tipografia a Rho nel 1850, Goglio è oggi una realtà di riferimento a livello mondiale nel settore del packaging flessibile. Guidato dalla famiglia Goglio, il Gruppo - che conta 2210 dipendenti nel mondo - ha registrato nel 2024 un valore della produzione di 470 milioni di euro. In occasione dell’anniversario si è svolta una grande festa per i collaboratori e le loro famiglie presso il Plant di Daverio (Varese). -
 03-06-2025Goglio vince il Best Packaging 2025 con Fres-co System®+Nell'ambito di IPACK-IMA 2025 Goglio ha ricevuto il Best Packaging 2025, il premio promosso dall'Istituto Italiano Imballaggio per celebrare le eccellenze del packaging italiano. Protagonista è Fres-co System®+, la soluzione integrata in grado di mettere in relazione materiali e linee di confezionamento per l’ottimizzazione dei parametri di lavorazione grazie alla piattaforma IIoT Goglio MIND.
03-06-2025Goglio vince il Best Packaging 2025 con Fres-co System®+Nell'ambito di IPACK-IMA 2025 Goglio ha ricevuto il Best Packaging 2025, il premio promosso dall'Istituto Italiano Imballaggio per celebrare le eccellenze del packaging italiano. Protagonista è Fres-co System®+, la soluzione integrata in grado di mettere in relazione materiali e linee di confezionamento per l’ottimizzazione dei parametri di lavorazione grazie alla piattaforma IIoT Goglio MIND. -
 20-05-2025Goglio, soluzioni integrate per un packaging sostenibile e connessoIl Gruppo Goglio sarà presente a Ipack-Ima 2025 sia con il proprio stand sia con linee di confezionamento all’avanguardia in due "Smart Factory by Ipack-Ima".
20-05-2025Goglio, soluzioni integrate per un packaging sostenibile e connessoIl Gruppo Goglio sarà presente a Ipack-Ima 2025 sia con il proprio stand sia con linee di confezionamento all’avanguardia in due "Smart Factory by Ipack-Ima". -
 16-05-2025Goglio, efficienza e innovazione in prima lineaGoglio si presenterà ad IPACK-IMA 2025 con la sua offerta integrata di materiali, linee di confezionamento e servizi avanzati. All’interno delle Smart Factory organizzate dalla fiera, l’azienda sarà protagonista con due linee di confezionamento di ultima generazione.
16-05-2025Goglio, efficienza e innovazione in prima lineaGoglio si presenterà ad IPACK-IMA 2025 con la sua offerta integrata di materiali, linee di confezionamento e servizi avanzati. All’interno delle Smart Factory organizzate dalla fiera, l’azienda sarà protagonista con due linee di confezionamento di ultima generazione. -
 23-04-2025Goglio, materiali, linee di confezionamento e servizi avanzatiGoglio, con 175 anni di storia, continua a innovare attraverso lo sviluppo di soluzioni complete per il confezionamento, puntando su tecnologie e materiali progettati per ridurre l’impatto ambientale e aumentare il valore per il cliente.
23-04-2025Goglio, materiali, linee di confezionamento e servizi avanzatiGoglio, con 175 anni di storia, continua a innovare attraverso lo sviluppo di soluzioni complete per il confezionamento, puntando su tecnologie e materiali progettati per ridurre l’impatto ambientale e aumentare il valore per il cliente. -
 08-11-2024Goglio e CG Europoligrafico per la prima volta al SIMEILe due aziende, punto di riferimento nei rispettivi settori, presentano un sistema completo e all’avanguardia per il confezionamento del vino in BIB. Le due realtà condivideranno lo stand alla fiera di riferimento per le macchine e i prodotti per l’enologia e le bevande prevista dal 12 al 15 novembre a Milano.
08-11-2024Goglio e CG Europoligrafico per la prima volta al SIMEILe due aziende, punto di riferimento nei rispettivi settori, presentano un sistema completo e all’avanguardia per il confezionamento del vino in BIB. Le due realtà condivideranno lo stand alla fiera di riferimento per le macchine e i prodotti per l’enologia e le bevande prevista dal 12 al 15 novembre a Milano. -
 21-10-2024Goglio a Triestespresso Expo 2024: soluzioni all’avanguardia per il settore del caffèIl Gruppo partecipa alla manifestazione punto di riferimento nel mondo del caffè con le innovazioni all’insegna della sostenibilità, come i laminati green "pronti per il riciclo".
21-10-2024Goglio a Triestespresso Expo 2024: soluzioni all’avanguardia per il settore del caffèIl Gruppo partecipa alla manifestazione punto di riferimento nel mondo del caffè con le innovazioni all’insegna della sostenibilità, come i laminati green "pronti per il riciclo". -
 16-10-2024Goglio ottimizza il processo produttivoFondata nel 1850, Goglio è un’azienda italiana di riferimento a livello globale nel settore del packaging flessibile. L’offerta di un sistema completo per il confezionamento è la caratteristica distintiva del Gruppo, che propone soluzioni in grado di ottimizzare l’intero processo produttivo, riducendo costi e sprechi.
16-10-2024Goglio ottimizza il processo produttivoFondata nel 1850, Goglio è un’azienda italiana di riferimento a livello globale nel settore del packaging flessibile. L’offerta di un sistema completo per il confezionamento è la caratteristica distintiva del Gruppo, che propone soluzioni in grado di ottimizzare l’intero processo produttivo, riducendo costi e sprechi. -
 23-09-2024Goglio, sistemi completi per il confezionamentoGoglio realizza sistemi completi per il confezionamento nell’ambito dell’industria del caffè tra cui spiccano le linee per il packaging G18 e G21. La sostenibilità è da anni un aspetto centrale per il Gruppo, che presenta soluzioni green innovative, come le confezioni per il caffè pronte per il riciclo.
23-09-2024Goglio, sistemi completi per il confezionamentoGoglio realizza sistemi completi per il confezionamento nell’ambito dell’industria del caffè tra cui spiccano le linee per il packaging G18 e G21. La sostenibilità è da anni un aspetto centrale per il Gruppo, che presenta soluzioni green innovative, come le confezioni per il caffè pronte per il riciclo. -
 13-05-2024Goglio a Venditalia 2024Il Gruppo partecipa alla manifestazione dedicata alla Distribuzione Automatica presentando le ultime novità all’insegna della sostenibilità, come i laminati green e la capsula 100% compostabile.
13-05-2024Goglio a Venditalia 2024Il Gruppo partecipa alla manifestazione dedicata alla Distribuzione Automatica presentando le ultime novità all’insegna della sostenibilità, come i laminati green e la capsula 100% compostabile. -
 20-10-2023Goglio, presentata l’ultima release della piattaforma IIOT MIND a Host 2023La nuova piattaforma, disponibile da gennaio 2024, consentirà di sviluppare soluzioni personalizzate per tutte le esigenze, ottimizzare la manutenzione delle linee di confezionamento e rendere i processi sempre più tracciabili, ponendo al centro le esigenze del cliente.
20-10-2023Goglio, presentata l’ultima release della piattaforma IIOT MIND a Host 2023La nuova piattaforma, disponibile da gennaio 2024, consentirà di sviluppare soluzioni personalizzate per tutte le esigenze, ottimizzare la manutenzione delle linee di confezionamento e rendere i processi sempre più tracciabili, ponendo al centro le esigenze del cliente. -
 12-10-2023Le novità di Goglio per il liquid foodGoglio partecipa a Cibus Tec con le sue ultime novità tecnologiche e di prodotto per il settore dell’industria alimentare: il laminato multistrato con alluminio FLEXI-AL, il nuovo sacco asettico green del sistema Fres-co Aseptic System®, la confezione Pillow UP® e l’ultima versione della GNova SK.
12-10-2023Le novità di Goglio per il liquid foodGoglio partecipa a Cibus Tec con le sue ultime novità tecnologiche e di prodotto per il settore dell’industria alimentare: il laminato multistrato con alluminio FLEXI-AL, il nuovo sacco asettico green del sistema Fres-co Aseptic System®, la confezione Pillow UP® e l’ultima versione della GNova SK. -
 11-10-2023Da Goglio soluzioni all'avanguardia per il mondo del caffèIn occasione di HostMilano 2023 Goglio presenterà le più recenti novità dei laminati green, l’innovativa linea di confezionamento G14 CK e gli ultimi aggiornamenti della piattaforma IIot Goglio MIND.
11-10-2023Da Goglio soluzioni all'avanguardia per il mondo del caffèIn occasione di HostMilano 2023 Goglio presenterà le più recenti novità dei laminati green, l’innovativa linea di confezionamento G14 CK e gli ultimi aggiornamenti della piattaforma IIot Goglio MIND. -
 19-09-2023Goglio e Lavazza, una soluzione dalla A alla ZGoglio e Lavazza, due realtà di riferimento nel settore del caffè, hanno unito il proprio know how e instaurato una partnership di successo che ha dato vita a soluzioni altamente tecnologiche, efficienti e sostenibili.
19-09-2023Goglio e Lavazza, una soluzione dalla A alla ZGoglio e Lavazza, due realtà di riferimento nel settore del caffè, hanno unito il proprio know how e instaurato una partnership di successo che ha dato vita a soluzioni altamente tecnologiche, efficienti e sostenibili. -
 03-08-202345 milioni di euro per sostenere l'attività del Gruppo GoglioIl finanziamento erogato dal pool di banche costituito da Banco BPM, Intesa Sanpaolo e UniCredit, con la Garanzia SupportItalia di SACE, potrà prevedere la condivisione di obiettivi ESG
03-08-202345 milioni di euro per sostenere l'attività del Gruppo GoglioIl finanziamento erogato dal pool di banche costituito da Banco BPM, Intesa Sanpaolo e UniCredit, con la Garanzia SupportItalia di SACE, potrà prevedere la condivisione di obiettivi ESG -
 13-07-2023L’innovazione nel pet food secondo GoglioIn ambito pet food Goglio offre un’ampia gamma di soluzioni, sia per il confezionamento di cibo secco che per i prodotti umidi, e una vasta scelta di formati, dalle confezioni di piccole dimensioni per gli snack ai sacchetti più grandi, da 10 fino a 20 kg.
13-07-2023L’innovazione nel pet food secondo GoglioIn ambito pet food Goglio offre un’ampia gamma di soluzioni, sia per il confezionamento di cibo secco che per i prodotti umidi, e una vasta scelta di formati, dalle confezioni di piccole dimensioni per gli snack ai sacchetti più grandi, da 10 fino a 20 kg. -
 13-07-2023Goglio cresce e si espande in America LatinaGoglio ha rafforzato la sua presenza nel continente sudamericano perfezionando l’acquisizione della società brasiliana Mega Embalagens, che fornisce a livello nazionale e internazionale imballaggi flessibili destinati a diversi campi di applicazione. Grazie all’integrazione delle rispettive competenze, l'operazione genererà importanti sinergie per entrambe le realtà, in particolare per i mercati del caffè e del pet food.
13-07-2023Goglio cresce e si espande in America LatinaGoglio ha rafforzato la sua presenza nel continente sudamericano perfezionando l’acquisizione della società brasiliana Mega Embalagens, che fornisce a livello nazionale e internazionale imballaggi flessibili destinati a diversi campi di applicazione. Grazie all’integrazione delle rispettive competenze, l'operazione genererà importanti sinergie per entrambe le realtà, in particolare per i mercati del caffè e del pet food. -
 11-05-2023Le soluzioni di prodotto e servizio di Goglio presentate a interpackA Düsseldorf l'azienda ha presentato la linea di confezionamento G14 CK, i più avanzati packaging realizzati con materiali sostenibili, oltre alla piattaforma IIot Goglio MIND e i suoi nuovi applicativi
11-05-2023Le soluzioni di prodotto e servizio di Goglio presentate a interpackA Düsseldorf l'azienda ha presentato la linea di confezionamento G14 CK, i più avanzati packaging realizzati con materiali sostenibili, oltre alla piattaforma IIot Goglio MIND e i suoi nuovi applicativi -
 13-04-2023GOGLIOGoglio, player mondiale nel packaging flessibile, partecipa ad interpack presentando alcune delle più importanti soluzioni all’interno della propria offerta, oltre che numerosi packaging realizzati in ottica di sostenibilità e la piattaforma IIoT Goglio MIND.
13-04-2023GOGLIOGoglio, player mondiale nel packaging flessibile, partecipa ad interpack presentando alcune delle più importanti soluzioni all’interno della propria offerta, oltre che numerosi packaging realizzati in ottica di sostenibilità e la piattaforma IIoT Goglio MIND. -
 06-03-2023Goglio, praticità e sostenibilità per detergenza e cosmeticaFondata nel 1850, Goglio progetta e sviluppa sistemi completi per il packaging flessibile per diversi settori. In particolare, per i detergenti e i cosmetici liquidi o fluidi destinati alla GDO, attraverso il sistema GNova Goglio è in grado di fornire pack di piccole e medie dimensioni, fino a 10 litri.
06-03-2023Goglio, praticità e sostenibilità per detergenza e cosmeticaFondata nel 1850, Goglio progetta e sviluppa sistemi completi per il packaging flessibile per diversi settori. In particolare, per i detergenti e i cosmetici liquidi o fluidi destinati alla GDO, attraverso il sistema GNova Goglio è in grado di fornire pack di piccole e medie dimensioni, fino a 10 litri. -
 27-01-2023Goglio, soluzioni all'avanguardia per il settore del caffèIn occasione di Sigep 2023, Goglio ha presentato alcuni degli elementi più innovativi della propria offerta destinata al settore del caffè: i packaging più avanzati in termini di sostenibilità, la rivoluzionaria valvola di degasazione applicabile alle confezioni e la capsula con valvola brevettata dal Gruppo.
27-01-2023Goglio, soluzioni all'avanguardia per il settore del caffèIn occasione di Sigep 2023, Goglio ha presentato alcuni degli elementi più innovativi della propria offerta destinata al settore del caffè: i packaging più avanzati in termini di sostenibilità, la rivoluzionaria valvola di degasazione applicabile alle confezioni e la capsula con valvola brevettata dal Gruppo. -
 13-01-2023Franco Goglio festeggia 90 anniL’imprenditore alla guida dell’azienda ha festeggiato da poco il suo novantesimo compleanno. Anni di cambiamenti, sfide e tante soddisfazioni.
13-01-2023Franco Goglio festeggia 90 anniL’imprenditore alla guida dell’azienda ha festeggiato da poco il suo novantesimo compleanno. Anni di cambiamenti, sfide e tante soddisfazioni. -
 28-11-2022Goglio protagonista a All4Pack 2022 ParisIn occasione di All4Pack Paris Goglio ha presentato la linea di confezionamento automatica G21, i packaging più avanzati in termini di sostenibilità, i nuovi applicativi della piattaforma IIot Goglio MIND e l’innovativo Pillow UP che si è aggiudicato il premio All4Pack Innovations Award nella categoria "Design and ergonomics".
28-11-2022Goglio protagonista a All4Pack 2022 ParisIn occasione di All4Pack Paris Goglio ha presentato la linea di confezionamento automatica G21, i packaging più avanzati in termini di sostenibilità, i nuovi applicativi della piattaforma IIot Goglio MIND e l’innovativo Pillow UP che si è aggiudicato il premio All4Pack Innovations Award nella categoria "Design and ergonomics". -
 14-11-2022Novità Goglio in mostra a ParigiAd All4Pack Goglio presenta alcune tra le sue più innovative soluzioni di prodotto e di servizio, puntando i riflettori in particolare sulla linea automatica di confezionamento G21, ideale per prodotti in pezzi e polveri, e sui packaging più avanzati in termini di sostenibilità.
14-11-2022Novità Goglio in mostra a ParigiAd All4Pack Goglio presenta alcune tra le sue più innovative soluzioni di prodotto e di servizio, puntando i riflettori in particolare sulla linea automatica di confezionamento G21, ideale per prodotti in pezzi e polveri, e sui packaging più avanzati in termini di sostenibilità. -
 04-11-2022ALL4PACK Innovations, due le aziende italiane premiateGoglio e Tosa figurano tra le cinque aziende vincitrici del Concorso che premia le innovazioni presentate dagli espositori che parteciperanno ad ALL4PACK Emballage Paris 2022 (21-24 Novembre).
04-11-2022ALL4PACK Innovations, due le aziende italiane premiateGoglio e Tosa figurano tra le cinque aziende vincitrici del Concorso che premia le innovazioni presentate dagli espositori che parteciperanno ad ALL4PACK Emballage Paris 2022 (21-24 Novembre). -
 12-10-2022Goglio rivoluziona il settore caffèSono due le novità presentate nei mesi scorsi da Goglio per il comparto caffè: GStar, la prima linea per packaging sia sottovuoto sia soft in grado di produrre fino a 200 confezioni al minuto, testata e poi acquistata da Lavazza, e la prima capsula per caffè con valvola di degasazione.
12-10-2022Goglio rivoluziona il settore caffèSono due le novità presentate nei mesi scorsi da Goglio per il comparto caffè: GStar, la prima linea per packaging sia sottovuoto sia soft in grado di produrre fino a 200 confezioni al minuto, testata e poi acquistata da Lavazza, e la prima capsula per caffè con valvola di degasazione. -
 06-09-2022Goglio takes part at drinktec exhibition with GNova systemThis year, for the first time, Goglio - international leading company in flexible packaging - attends the world’s leading trade fair for the beverage and liquid food industry Drinktec (Hall C4, Stand 304) in Munich.
06-09-2022Goglio takes part at drinktec exhibition with GNova systemThis year, for the first time, Goglio - international leading company in flexible packaging - attends the world’s leading trade fair for the beverage and liquid food industry Drinktec (Hall C4, Stand 304) in Munich. -
 29-08-2022La prima volta di Goglio a DrinktecGoglio, società attiva a livello internazionale nel settore del packaging flessibile, sarà quest'anno per la prima volta tra gli espositori di Drinktec, in programma dal 12 al 16 settembre a Monaco di Baviera, con le proprie soluzioni per il confezionamento di prodotti liquidi alimentari.
29-08-2022La prima volta di Goglio a DrinktecGoglio, società attiva a livello internazionale nel settore del packaging flessibile, sarà quest'anno per la prima volta tra gli espositori di Drinktec, in programma dal 12 al 16 settembre a Monaco di Baviera, con le proprie soluzioni per il confezionamento di prodotti liquidi alimentari. -
 08-07-2022Certificazione sostenibile ISCC Plus per gli stabilimenti europei di GoglioCon l’attestazione rilasciata dall’ente DNV, Goglio potrà produrre imballaggi e valvole con materiale certificato ricavato da fonti rinnovabili alternative a quelle fossili.
08-07-2022Certificazione sostenibile ISCC Plus per gli stabilimenti europei di GoglioCon l’attestazione rilasciata dall’ente DNV, Goglio potrà produrre imballaggi e valvole con materiale certificato ricavato da fonti rinnovabili alternative a quelle fossili. -
 30-05-2022Franco Goglio nominato Cavaliere del LavoroMilanese, classe 1933, il Presidente e Amministratore Delegato di Goglio SpA è tra i 25 nuovi Cavalieri del Lavoro nominati dal Presidente della Repubblica Sergio Mattarella .
30-05-2022Franco Goglio nominato Cavaliere del LavoroMilanese, classe 1933, il Presidente e Amministratore Delegato di Goglio SpA è tra i 25 nuovi Cavalieri del Lavoro nominati dal Presidente della Repubblica Sergio Mattarella . -
 05-05-2022Goglio e IMA, partnership nel settore del confezionamento caffèGoglio e IMA hanno siglato una partnership commerciale per rafforzare l'eccellenza italiana nel confezionamento del caffè. La collaborazione, che non prevede alcun tipo di integrazione, ha l’obiettivo di mettere a sistema le rispettive competenze nell’ambito del confezionamento del caffè.
05-05-2022Goglio e IMA, partnership nel settore del confezionamento caffèGoglio e IMA hanno siglato una partnership commerciale per rafforzare l'eccellenza italiana nel confezionamento del caffè. La collaborazione, che non prevede alcun tipo di integrazione, ha l’obiettivo di mettere a sistema le rispettive competenze nell’ambito del confezionamento del caffè. -
 11-04-2022GOGLIOIn fiera l'azienda presenterà una innovativa macchina per il confezionamento del caffè, nuovi applicativi della piattaforma MIND e i più avanzati materiali sostenibili per il packaging. Goglio è l'unica azienda ad essere sempre stata presente a Ipack-Ima sin dalla prima edizione del 1961.
11-04-2022GOGLIOIn fiera l'azienda presenterà una innovativa macchina per il confezionamento del caffè, nuovi applicativi della piattaforma MIND e i più avanzati materiali sostenibili per il packaging. Goglio è l'unica azienda ad essere sempre stata presente a Ipack-Ima sin dalla prima edizione del 1961. -
 25-10-2021Smart Pack di Goglio, innovative soluzioni per il confezionamento di ingredienti per la pizzaGoglio punta a rivoluzionare la logistica di ristoranti e pizzerie attraverso la proposta di imballi flessibili per la conservazione degli alimenti.
25-10-2021Smart Pack di Goglio, innovative soluzioni per il confezionamento di ingredienti per la pizzaGoglio punta a rivoluzionare la logistica di ristoranti e pizzerie attraverso la proposta di imballi flessibili per la conservazione degli alimenti. -
 21-10-2021Da Goglio, la prima capsula per il caffè con valvola di degasazioneLa nuova capsula con valvola di degasazione di Goglio permetterà per la prima volta di confezionare in capsula il prodotto fresco, preservando la qualità e l’aroma del caffè appena macinato.
21-10-2021Da Goglio, la prima capsula per il caffè con valvola di degasazioneLa nuova capsula con valvola di degasazione di Goglio permetterà per la prima volta di confezionare in capsula il prodotto fresco, preservando la qualità e l’aroma del caffè appena macinato. -
 15-10-2021L'innovativo packaging compostabile di GoglioGoglio, uno dei principali player in Europa nel packaging flessibile, in occasione di Brand Revolution Lab 2020 ha realizzato un imballo compostabile con stampa personalizzata per VIP-Val Venosta, che permette di mantenere inalterate le qualità del prodotto ed è, al contempo, 100% sostenibile.
15-10-2021L'innovativo packaging compostabile di GoglioGoglio, uno dei principali player in Europa nel packaging flessibile, in occasione di Brand Revolution Lab 2020 ha realizzato un imballo compostabile con stampa personalizzata per VIP-Val Venosta, che permette di mantenere inalterate le qualità del prodotto ed è, al contempo, 100% sostenibile. -
 12-10-2021Goglio supporta la scelta green di Segafredo ZanettiSegafredo Zanetti è tra le prime aziende del settore ad avviare un percorso di conversione sostenibile del proprio packaging su tutta la produzione e ha scelto il gruppo Goglio come partner di questo progetto.
12-10-2021Goglio supporta la scelta green di Segafredo ZanettiSegafredo Zanetti è tra le prime aziende del settore ad avviare un percorso di conversione sostenibile del proprio packaging su tutta la produzione e ha scelto il gruppo Goglio come partner di questo progetto. -
 19-07-2021Gruppo Goglio, sempre un passo avanti!Il 2020 segna un traguardo importante per Goglio che festeggia 170 anni di attività. Il Gruppo prosegue la sua strada verso la crescita con nuovi importanti investimenti e progetti di sviluppo.
19-07-2021Gruppo Goglio, sempre un passo avanti!Il 2020 segna un traguardo importante per Goglio che festeggia 170 anni di attività. Il Gruppo prosegue la sua strada verso la crescita con nuovi importanti investimenti e progetti di sviluppo. -
 08-06-2021Il packaging eco sostenibile di Goglio per Riso GalloDa una richiesta di Riso Gallo è nato il materiale multistrato riciclabile100% Made in Italy per il confezionamento sottovuoto del riso. Artefice del progetto è il Gruppo Goglio, tra i principali player in Europa nel packaging flessibile.
08-06-2021Il packaging eco sostenibile di Goglio per Riso GalloDa una richiesta di Riso Gallo è nato il materiale multistrato riciclabile100% Made in Italy per il confezionamento sottovuoto del riso. Artefice del progetto è il Gruppo Goglio, tra i principali player in Europa nel packaging flessibile. -
 11-02-2021SACE, Intesa Sanpaolo e UniCredit sostengono la crescita di GoglioUn finanziamento da 30 milioni di euro assistito da Garanzia Italia sarà destinato a sostenere il piano di sviluppo aziendale, attraverso investimenti in tecnologie efficienti e sostenibili, e la crescita internazionale.
11-02-2021SACE, Intesa Sanpaolo e UniCredit sostengono la crescita di GoglioUn finanziamento da 30 milioni di euro assistito da Garanzia Italia sarà destinato a sostenere il piano di sviluppo aziendale, attraverso investimenti in tecnologie efficienti e sostenibili, e la crescita internazionale. -
 08-02-2021Goglio, una garanzia di freschezzaL’offerta di Goglio consiste in un sistema completo di confezionamento composto da laminati flessibili alta barriera, linee di confezionamento, accessori plastici, e capsule. Innovazione, servizio, qualità e impegno oggi sono sempre più dedicati alla ricerca di soluzioni riciclabili e maggiormente sostenibili.
08-02-2021Goglio, una garanzia di freschezzaL’offerta di Goglio consiste in un sistema completo di confezionamento composto da laminati flessibili alta barriera, linee di confezionamento, accessori plastici, e capsule. Innovazione, servizio, qualità e impegno oggi sono sempre più dedicati alla ricerca di soluzioni riciclabili e maggiormente sostenibili. -
 04-01-2021Goglio leads the market through innovationOffering ready-to-use packaging solutions, from plants to packaging materials, characterized by a high level of technological innovation and reduced environmental impact: this is the philosophy which distinguishes Goglio in the packaging panorama. Davide Jarach, president of Goglio Tianjin Packaging, told us about it.
04-01-2021Goglio leads the market through innovationOffering ready-to-use packaging solutions, from plants to packaging materials, characterized by a high level of technological innovation and reduced environmental impact: this is the philosophy which distinguishes Goglio in the packaging panorama. Davide Jarach, president of Goglio Tianjin Packaging, told us about it. -
 23-10-2020Blockbag, soluzione Goglio monomaterialeNel settore del confezionamento del caffè, Goglio si colloca come sinonimo di qualità, performance e innovazione, con un sistema per il confezionamento a garanzia della migliore protezione dell’aroma naturale del prodotto. Recentemente sviluppata proprio per questo settore, la nuova confezione Blockbag®.
23-10-2020Blockbag, soluzione Goglio monomaterialeNel settore del confezionamento del caffè, Goglio si colloca come sinonimo di qualità, performance e innovazione, con un sistema per il confezionamento a garanzia della migliore protezione dell’aroma naturale del prodotto. Recentemente sviluppata proprio per questo settore, la nuova confezione Blockbag®. -
 16-10-2019Goglio per il confezionamento di alimenti liquidi e bevandeA Cibus Tec 2019, Goglio presenterà l’intera gamma per alimenti liquidi e beverage, in particolare con il packaging dedicato al confezionamento asettico. Novità assoluta è GNova XSteril, una linea di confezionamento in asettico che potrà essere visionata grazie a collegamenti live con il Technology Center Goglio, dove è attualmente in funzione.
16-10-2019Goglio per il confezionamento di alimenti liquidi e bevandeA Cibus Tec 2019, Goglio presenterà l’intera gamma per alimenti liquidi e beverage, in particolare con il packaging dedicato al confezionamento asettico. Novità assoluta è GNova XSteril, una linea di confezionamento in asettico che potrà essere visionata grazie a collegamenti live con il Technology Center Goglio, dove è attualmente in funzione. -
 06-09-2019“Oro nero”, sempre più greenContinua la crescita del settore caffè, sia nei volumi relativi a produzione ed esportazione che nei consumi. Aumenta al contempo la consapevolezza dei consumatori, che da un lato privilegiano sempre di più i sistemi porzionati e dall’altro sono sempre più orientati verso soluzioni a basso impatto ambientale. Gli operatori della filiera non si fanno attendere ed hanno già (quasi) pronte le risposte.
06-09-2019“Oro nero”, sempre più greenContinua la crescita del settore caffè, sia nei volumi relativi a produzione ed esportazione che nei consumi. Aumenta al contempo la consapevolezza dei consumatori, che da un lato privilegiano sempre di più i sistemi porzionati e dall’altro sono sempre più orientati verso soluzioni a basso impatto ambientale. Gli operatori della filiera non si fanno attendere ed hanno già (quasi) pronte le risposte. -
 20-06-2019Nasce il Food EngineerUna nuova figura professionale che sarà formata al Politecnico di Milano. Insieme a sette importanti imprese ed enti del settore il PoliMi ha infatti deciso di istituire il corso di laurea magistrale in Food Engineering.
20-06-2019Nasce il Food EngineerUna nuova figura professionale che sarà formata al Politecnico di Milano. Insieme a sette importanti imprese ed enti del settore il PoliMi ha infatti deciso di istituire il corso di laurea magistrale in Food Engineering. -
 10-05-2019Goglio, novità con la suite SAP C/4HanaPer permettere a piccole realtà imprenditoriali di accedere a soluzioni di packaging di qualità anche per piccole tirature, l’azienda ha realizzato “Goglio Espress”, un servizio di e-commerce B2B per la vendita online di sacchetti neutri e di packaging flessibile personalizzato sotto forma di bobine e sacchetti.
10-05-2019Goglio, novità con la suite SAP C/4HanaPer permettere a piccole realtà imprenditoriali di accedere a soluzioni di packaging di qualità anche per piccole tirature, l’azienda ha realizzato “Goglio Espress”, un servizio di e-commerce B2B per la vendita online di sacchetti neutri e di packaging flessibile personalizzato sotto forma di bobine e sacchetti. -
 18-01-2019Goglio presenta il nuovo servizio e-commerce Goglio EspressLa partecipazione al Sigep (Rimini, 19-23 gennaio) rappresenta per Goglio l’opportunità per far conoscere al pubblico la novità di Goglio Espress.
18-01-2019Goglio presenta il nuovo servizio e-commerce Goglio EspressLa partecipazione al Sigep (Rimini, 19-23 gennaio) rappresenta per Goglio l’opportunità per far conoscere al pubblico la novità di Goglio Espress. -
 18-01-2019Goglio presents the new Goglio Espress e-commerce serviceGoglio introduces Goglio Espress to the public. The new service consists in a new online sales portal dedicated to small businesses with the aim of expanding the current products catalogue.
18-01-2019Goglio presents the new Goglio Espress e-commerce serviceGoglio introduces Goglio Espress to the public. The new service consists in a new online sales portal dedicated to small businesses with the aim of expanding the current products catalogue. -
 08-11-2018Goglio, soluzioni barriera compostabili e riciclabiliGoglio da anni dedica risorse in Ricerca e Sviluppo per ampliare la gamma di prodotti eco-friendly dedicati al confezionamento. In particolare, l’azienda presenta le ultime novità barriera sviluppate e realizzate in ottica green, sia per il mondo capsule sia per il caffè confezionato in modo tradizionale.
08-11-2018Goglio, soluzioni barriera compostabili e riciclabiliGoglio da anni dedica risorse in Ricerca e Sviluppo per ampliare la gamma di prodotti eco-friendly dedicati al confezionamento. In particolare, l’azienda presenta le ultime novità barriera sviluppate e realizzate in ottica green, sia per il mondo capsule sia per il caffè confezionato in modo tradizionale. -
 02-05-2018Goglio, soluzioni per prodotti liquidiPer prodotti alimentari liquidi, Goglio è presente a Ipack-Ima con una gamma di packaging dedicata al confezionamento asettico e con il sistema completo per il confezionamento GNova. Goglio ha inoltre introdotto la tecnologia di stampa digitale per la personalizzazione di ogni singolo pack.
02-05-2018Goglio, soluzioni per prodotti liquidiPer prodotti alimentari liquidi, Goglio è presente a Ipack-Ima con una gamma di packaging dedicata al confezionamento asettico e con il sistema completo per il confezionamento GNova. Goglio ha inoltre introdotto la tecnologia di stampa digitale per la personalizzazione di ogni singolo pack. -
 07-03-2018Goglio sceglie la qualità e l’affidabilità SiemensNella progettazione e realizzazione delle sue macchine, la divisione dedicata di Goglio sceglie tecnologia all’avanguardia e flessibilità fornite da partner d’eccellenza. Tra questi Siemens che, nello sviluppo delle proprie soluzione hardware e software, impiega la stessa attenzione e innovazione. Vediamo un caso di sviluppo integrato tra le due aziende.
07-03-2018Goglio sceglie la qualità e l’affidabilità SiemensNella progettazione e realizzazione delle sue macchine, la divisione dedicata di Goglio sceglie tecnologia all’avanguardia e flessibilità fornite da partner d’eccellenza. Tra questi Siemens che, nello sviluppo delle proprie soluzione hardware e software, impiega la stessa attenzione e innovazione. Vediamo un caso di sviluppo integrato tra le due aziende. -
 20-02-2018Goglio, soluzioni per prodotti liquidiCon una storia e una tradizione di oltre 165 anni nel mondo del packaging, Goglio si conferma come protagonista a livello mondiale nei sistemi completi di confezionamento in imballaggi flessibili, con 8 stabilimenti produttivi e 7 sedi commerciali e di assistenza in Europa, America e Asia.
20-02-2018Goglio, soluzioni per prodotti liquidiCon una storia e una tradizione di oltre 165 anni nel mondo del packaging, Goglio si conferma come protagonista a livello mondiale nei sistemi completi di confezionamento in imballaggi flessibili, con 8 stabilimenti produttivi e 7 sedi commerciali e di assistenza in Europa, America e Asia. -
 17-10-2017Goglio, capsule compostabili e non soloGoglio conferma l’appuntamento con la fiera Host, dove presenterà l’intera gamma di prodotti dedicati al confezionamento del caffè: laminati flessibili, linee di confezionamento, valvole di degasazione e capsule. Sarà presentato al pubblico il nuovo servizio e-commerce Goglio ESPRESS dedicato alle piccole torrefazioni.
17-10-2017Goglio, capsule compostabili e non soloGoglio conferma l’appuntamento con la fiera Host, dove presenterà l’intera gamma di prodotti dedicati al confezionamento del caffè: laminati flessibili, linee di confezionamento, valvole di degasazione e capsule. Sarà presentato al pubblico il nuovo servizio e-commerce Goglio ESPRESS dedicato alle piccole torrefazioni. -
 04-08-2017Goglio, soluzioni all’avanguardia per l’industria del beverageFondata nel 1850 a Rho, Milano, Goglio è oggi un’azienda di riferimento nell’ambito dell’imballaggio flessibile dedicati a diversi settori. Per i prodotti alimentari liquidi e il beverage, in particolare, offre soluzioni asettiche, “heavy duty” e sistemi completi di confezionamento come GNova, del marchio Fres-co System®.
04-08-2017Goglio, soluzioni all’avanguardia per l’industria del beverageFondata nel 1850 a Rho, Milano, Goglio è oggi un’azienda di riferimento nell’ambito dell’imballaggio flessibile dedicati a diversi settori. Per i prodotti alimentari liquidi e il beverage, in particolare, offre soluzioni asettiche, “heavy duty” e sistemi completi di confezionamento come GNova, del marchio Fres-co System®. -
 29-06-2017Goglio testimonial di Industria 4.0 per Confindustria LombardiaNell’ambito di un progetto di formazione promosso da Confindustria Lombardia e condiviso con LIUC, con la collaborazione dell’Unione Industriali di Varese, lo scorso 22 giugno Goglio ha ospitato una delegazione di funzionari delle Associazioni Territoriali Lombarde.
29-06-2017Goglio testimonial di Industria 4.0 per Confindustria LombardiaNell’ambito di un progetto di formazione promosso da Confindustria Lombardia e condiviso con LIUC, con la collaborazione dell’Unione Industriali di Varese, lo scorso 22 giugno Goglio ha ospitato una delegazione di funzionari delle Associazioni Territoriali Lombarde. -
 19-06-2017Goglio ospiterà una delegazione di ConfindustriaNell'ambito di un progetto di formazione promosso da Confindustria Lombardia e condiviso con, LIUC e la collaborazione dell’Unione Industriali di Varese, il prossimo 22 giugno Goglio ospiterà una delegazione di 40 Funzionari delle Associazioni Territoriali Lombarde presso la propria Divisione Imballaggi.
19-06-2017Goglio ospiterà una delegazione di ConfindustriaNell'ambito di un progetto di formazione promosso da Confindustria Lombardia e condiviso con, LIUC e la collaborazione dell’Unione Industriali di Varese, il prossimo 22 giugno Goglio ospiterà una delegazione di 40 Funzionari delle Associazioni Territoriali Lombarde presso la propria Divisione Imballaggi. -
 14-06-2017Goglio premiata Best Future Machine!Premiate a Interpack le migliori soluzioni di innovazione e design nella progettazione di macchine: la capsulatrice per capsule di alluminio GCap6 di Goglio ha vinto i “Best Future Machine Awards” per la categoria “Smart Machines”.
14-06-2017Goglio premiata Best Future Machine!Premiate a Interpack le migliori soluzioni di innovazione e design nella progettazione di macchine: la capsulatrice per capsule di alluminio GCap6 di Goglio ha vinto i “Best Future Machine Awards” per la categoria “Smart Machines”. -
 20-04-2017Countdown per Interpack 2017Da sempre evento di riferimento per l'industria dell'imballaggio, Interpack mostra le soluzioni personalizzate e i design più innovativi indirizzati alle industrie del food e beverage, farmaceutica, cosmetica, non-food, trasporti e logistica. <br>
20-04-2017Countdown per Interpack 2017Da sempre evento di riferimento per l'industria dell'imballaggio, Interpack mostra le soluzioni personalizzate e i design più innovativi indirizzati alle industrie del food e beverage, farmaceutica, cosmetica, non-food, trasporti e logistica. <br> -
 18-04-2017Goglio, tra Fres-co System, stampa digitale e Industria 4.0Goglio mostrerà l'innovazione, la varietà, la completezza e la qualità dei propri prodotti attraverso le soluzioni a marchio Fres-co System, i vantaggi del nuovo sistema di stampa digitale e l'applicazione di Industry 4.0.
18-04-2017Goglio, tra Fres-co System, stampa digitale e Industria 4.0Goglio mostrerà l'innovazione, la varietà, la completezza e la qualità dei propri prodotti attraverso le soluzioni a marchio Fres-co System, i vantaggi del nuovo sistema di stampa digitale e l'applicazione di Industry 4.0. -
 06-04-2017Fres-cook, la busta stand-up per un pasto veloce e appetitosoGoglio presenta una nuova soluzione smart per cucinare al microonde capace di soddisfare le esigenze del produttore e contemporaneamente offrire al mercato valore aggiunto in termini di appeal e servizio.
06-04-2017Fres-cook, la busta stand-up per un pasto veloce e appetitosoGoglio presenta una nuova soluzione smart per cucinare al microonde capace di soddisfare le esigenze del produttore e contemporaneamente offrire al mercato valore aggiunto in termini di appeal e servizio. -
 12-12-2016Conesa Group sceglie l'eccellenza GoglioConesa ha recentemente installato nel proprio stabilimento spagnolo la riempitrice asettica GNovasteril di Goglio per implementare i processi di confezionamento riferiti alla filiera del pomodoro processato.
12-12-2016Conesa Group sceglie l'eccellenza GoglioConesa ha recentemente installato nel proprio stabilimento spagnolo la riempitrice asettica GNovasteril di Goglio per implementare i processi di confezionamento riferiti alla filiera del pomodoro processato. -
 14-11-2016Gamma per il confezionamento in capsule Goglio GCapGoglio ha presentato la gamma per il confezionamento in capsule GCap in occasione del salone internazionale del settore dell'imballaggio di Parigi.
14-11-2016Gamma per il confezionamento in capsule Goglio GCapGoglio ha presentato la gamma per il confezionamento in capsule GCap in occasione del salone internazionale del settore dell'imballaggio di Parigi. -
 07-11-2016La proposta Goglio per il mercato del caffèQuello del caffè in capsule è un settore in cui Goglio ha investito importanti risorse, realizzando sistemi di confezionamento dedicati, come la nuova gamma di capsulatrici GCap, sviluppata in conformità con i più elevati livelli qualitativi.
07-11-2016La proposta Goglio per il mercato del caffèQuello del caffè in capsule è un settore in cui Goglio ha investito importanti risorse, realizzando sistemi di confezionamento dedicati, come la nuova gamma di capsulatrici GCap, sviluppata in conformità con i più elevati livelli qualitativi. -
 19-10-2016Le confezioni asettiche GoglioVetrina mondiale per le soluzioni di confezionamento in asettico, Cibustec è l'appuntamento a cui Goglio partecipa presentando la gamma completa di soluzioni per l'agroalimentare.
19-10-2016Le confezioni asettiche GoglioVetrina mondiale per le soluzioni di confezionamento in asettico, Cibustec è l'appuntamento a cui Goglio partecipa presentando la gamma completa di soluzioni per l'agroalimentare. -
 03-05-2016Goglio partecipa a VenditaliaAlla fiera della distribuzione automatica (a Milano dal 4 al 7 maggio), verrà presentata la gamma per il confezionamento in capsule GCAP
03-05-2016Goglio partecipa a VenditaliaAlla fiera della distribuzione automatica (a Milano dal 4 al 7 maggio), verrà presentata la gamma per il confezionamento in capsule GCAP -
 18-11-2015Goglio e la nuova linea GCapPer Goglio, Host si è conclusa con un bilancio molto positivo. La presentazione della nuova linea di macchine per capsule GCap ha suscitato un grande interesse e le visite allo stand lo hanno testimoniato durante tutti i giorni di fiera.
18-11-2015Goglio e la nuova linea GCapPer Goglio, Host si è conclusa con un bilancio molto positivo. La presentazione della nuova linea di macchine per capsule GCap ha suscitato un grande interesse e le visite allo stand lo hanno testimoniato durante tutti i giorni di fiera. -
 16-11-2015Goglio, sei mesi di eventi all'insegna del packagingSei mesi ininterrotti di eventi: Goglio, respiro globale e passo locale, diffonde la cultura del packaging, della tecnologia, dell'innovazione
16-11-2015Goglio, sei mesi di eventi all'insegna del packagingSei mesi ininterrotti di eventi: Goglio, respiro globale e passo locale, diffonde la cultura del packaging, della tecnologia, dell'innovazione -
 30-06-2015Goglio racconta la “Storia di un sacchetto di Caffè”: appuntamento a ExpoOccasione irripetibile per le aziende italiane che come Goglio investono nella ricerca e credono nell’innovazione e nella qualità, nella scelta delle materie prime, nei processi e nel risultato, Expo Milano 2015 è una vetrina unica, il più grande evento mai realizzato sull’alimentazione e la nutrizione che dal 1 Maggio al 31 ottobre accoglierà milioni di visitatori da tutto il mondo.
30-06-2015Goglio racconta la “Storia di un sacchetto di Caffè”: appuntamento a ExpoOccasione irripetibile per le aziende italiane che come Goglio investono nella ricerca e credono nell’innovazione e nella qualità, nella scelta delle materie prime, nei processi e nel risultato, Expo Milano 2015 è una vetrina unica, il più grande evento mai realizzato sull’alimentazione e la nutrizione che dal 1 Maggio al 31 ottobre accoglierà milioni di visitatori da tutto il mondo. -
 06-11-2014La soluzione ottimale per il confezionamento del caffèLa linea di riempimento verticale G14, che sarà presente in fiera, unita all’ampia gamma di laminati proposti da Goglio rappresentano la soluzione ottimale per il confezionamento di caffè macinato, in grani, cialde e capsule.
06-11-2014La soluzione ottimale per il confezionamento del caffèLa linea di riempimento verticale G14, che sarà presente in fiera, unita all’ampia gamma di laminati proposti da Goglio rappresentano la soluzione ottimale per il confezionamento di caffè macinato, in grani, cialde e capsule. -
 13-10-2014Da Goglio soluzioni e tecnologie per le conserve vegetaliGoglio ogni giorno ricerca soluzioni che rispondono alle esigenze del mercato nel pieno rispetto sia del consumatore sia del prodotto confezionato, per poter portare sulla tavola solo alimenti sani e perfettamente conservati, che offrono tutto il gusto dei sapori autentici.
13-10-2014Da Goglio soluzioni e tecnologie per le conserve vegetaliGoglio ogni giorno ricerca soluzioni che rispondono alle esigenze del mercato nel pieno rispetto sia del consumatore sia del prodotto confezionato, per poter portare sulla tavola solo alimenti sani e perfettamente conservati, che offrono tutto il gusto dei sapori autentici. -
 31-03-2014Soluzioni ottimali per il confezionamento del caffè<B>Goglio (PAD.11 - STAND D41)</B> conferma la propria presenza anche per l’edizione 2014 di Interpack, con uno spazio espositivo dove sarà possibile vedere tutte le innovazioni riguardanti materiali e tecnologie per il confezionamento e i prodotti della gamma Fres-co System®.
31-03-2014Soluzioni ottimali per il confezionamento del caffè<B>Goglio (PAD.11 - STAND D41)</B> conferma la propria presenza anche per l’edizione 2014 di Interpack, con uno spazio espositivo dove sarà possibile vedere tutte le innovazioni riguardanti materiali e tecnologie per il confezionamento e i prodotti della gamma Fres-co System®. -
 16-10-2013La soluzione Goglio per il confezionamento di caffèGoglio propone la linea di riempimento verticale G14 per il confezionamento di caffè macinato, in grani, cialde e capsule.
16-10-2013La soluzione Goglio per il confezionamento di caffèGoglio propone la linea di riempimento verticale G14 per il confezionamento di caffè macinato, in grani, cialde e capsule. -
 01-07-2010Goglio produce sistemi completi per il confezionamentoSinonimo di innovazione, servizio e qualità, da oltre 150 anni Goglio è un’azienda multinazionale specializzata nella produzione di sistemi completi per il confezionamento noti con il nome Fres-co System®, presente in Europa, America e Asia con sedi produttive e commerciali.
01-07-2010Goglio produce sistemi completi per il confezionamentoSinonimo di innovazione, servizio e qualità, da oltre 150 anni Goglio è un’azienda multinazionale specializzata nella produzione di sistemi completi per il confezionamento noti con il nome Fres-co System®, presente in Europa, America e Asia con sedi produttive e commerciali. -
02-03-2011Goglio ha scelto un'accoppiatrice CeruttiIl modello triplex di fascia 1.300 mm prodotto da Officine Meccaniche G. Cerutti verrà installato nello stabilimento di Daverio, dove sono già in azione altre macchine della stessa società.
-
 06-04-2011Macchine e soluzioni per il confezionamento prodotte da GoglioIn fiera l'azienda espone la gamma completa di laminati multistrato alta barriera, sacchi asettici, accessori plastici e linee automatiche di confezionamento.
06-04-2011Macchine e soluzioni per il confezionamento prodotte da GoglioIn fiera l'azienda espone la gamma completa di laminati multistrato alta barriera, sacchi asettici, accessori plastici e linee automatiche di confezionamento. -
 20-04-2011Goglio at Interpack 2011Market leader with the Fres-co System® trademark, Goglio has production and commercial sites in Europe, America and Asia and offers complete packaging systems.
20-04-2011Goglio at Interpack 2011Market leader with the Fres-co System® trademark, Goglio has production and commercial sites in Europe, America and Asia and offers complete packaging systems. -
19-05-2011Rinnovo cariche Comitato esecutivo GiflexPietro Lironi della società Goglio Cofibox è stato riconfermato alla Presidenza del Gruppo Imballaggio Flessibile.
-
 13-06-2011Goglio: macchine e tecnologie per il packagingCon una tradizione di oltre 160 Goglio è oggi leader di mercato specializzata nella produzione di sistemi completi per il confezionamento in imballaggi flessibili.
13-06-2011Goglio: macchine e tecnologie per il packagingCon una tradizione di oltre 160 Goglio è oggi leader di mercato specializzata nella produzione di sistemi completi per il confezionamento in imballaggi flessibili. -
 10-10-2011Confezionamento in asettico Goglio per le conserve vegetaliGoglio offre sistemi di confezionamento composti da laminati flessibili multistrato alta barriera, accessori plastici e linee per il confezionamento.
10-10-2011Confezionamento in asettico Goglio per le conserve vegetaliGoglio offre sistemi di confezionamento composti da laminati flessibili multistrato alta barriera, accessori plastici e linee per il confezionamento. -
 11-10-2011Fres-co System Goglio, per ogni esigenza di confezionamentoCon 16 sedi in tutto il mondo: 9 stabilimenti produttivi in Europa, America e Asia, e 7 sedi commerciali, Goglio è una realtà multinazionale specializzata nella produzione di sistemi completi per ogni esigenza di confezionamento con il marchio Fres-co System®.
11-10-2011Fres-co System Goglio, per ogni esigenza di confezionamentoCon 16 sedi in tutto il mondo: 9 stabilimenti produttivi in Europa, America e Asia, e 7 sedi commerciali, Goglio è una realtà multinazionale specializzata nella produzione di sistemi completi per ogni esigenza di confezionamento con il marchio Fres-co System®. -
 10-04-2012Nuova formatrice Goglio G18C: innovazione, flessibilità e sicurezzaDal design rinnovato e dalle linee ergonomiche, la nuova G18C è ideale per confezionare prodotti in polvere o granuli in atmosfera o atmosfera modificata con formati da 50g a 1kg.
10-04-2012Nuova formatrice Goglio G18C: innovazione, flessibilità e sicurezzaDal design rinnovato e dalle linee ergonomiche, la nuova G18C è ideale per confezionare prodotti in polvere o granuli in atmosfera o atmosfera modificata con formati da 50g a 1kg. -
12-09-2012Fres-co System® by GoglioThe Fres-co System® is synonymous for flexibility, innovation, customer service and quality: a unique partner to made up of multilayer high-barrier flexible laminates, plastic accessories as valves and spouts, automatic lines and assistance.
-
 26-09-2012Fres-co System, la soluzione di GoglioFres-co System® di Goglio, un packaging leggero, attento all’ambiente e sicuro; garanzia di conservazione, protezione, igiene, praticità ed appeal grazie ai laminati multistrato alta barriera, apertura facilitata, alta qualità di stampa, forme e formati personalizzati.
26-09-2012Fres-co System, la soluzione di GoglioFres-co System® di Goglio, un packaging leggero, attento all’ambiente e sicuro; garanzia di conservazione, protezione, igiene, praticità ed appeal grazie ai laminati multistrato alta barriera, apertura facilitata, alta qualità di stampa, forme e formati personalizzati.








-
08-06-2026Goglio, dalla sostenibilità all'AIGoglio punta i riflettori sulle nuove soluzioni per il packaging flessibile orientate alla sostenibilità e alla riciclabilità, con monomateriali ad alte prestazioni e tecnologie innovative. Tra le novità figurano una linea Bag in Box da bobina per prodotti liquidi e l’evoluzione dell’ecosistema digitale MIND System, pensato per migliorare efficienza produttiva, assistenza e gestione dei dati.
-
25-11-2025Goglio at Gulfood Manufacturing, a major first timeIn this interview, Luigi Parolini, Sales Director for Eastern Europe, Middle East & Africa at Goglio, discusses the market opportunities offered by the Middle East, particularly in the coffee sector, and presents the solutions proposed by the company for this segment.
-
01-07-2025Goglio, innovazione sostenibile per il confezionamentoIl Gruppo Goglio ha partecipato a IPACK-IMA sia con uno stand dedicato sia all’interno delle Smart Factory organizzate dalla fiera. Con il Project Manager Rocco Larocca scopriamo i dettagli di questa partecipazione, culminata nella vittoria di una Best packaging.
-
26-05-2023Goglio, fornitore di soluzioni di prodotto e di serviziPhilippe Weiss, Sales Director Europe Machine Division, e Nadia Pante, Product Manager Imballaggi Asettici, illustrano le principali novità in termini di soluzioni per il confezionamento presentate dal Gruppo Goglio in occasione di interpack 2023.
-
27-05-2022Goglio rivoluziona il confezionamento flessibileA Ipack-Ima 2022 Goglio ha presentato la nuova linea di confezionamento GStar. Di questo ed altro abbiamo parlato con Luciano Sottile, general manager divisione macchine .
-
26-05-2022Goglio e IMA rafforzano l’eccellenza italiana nel confezionamento del caffèIn questa intervista le due multinazionali italiane raccontano la partnership strategica che le porta a far convergere competenze e know-how.
-
 28-06-2018Goglio, focus sui produttori di alimenti liquidi e bevandeJordi Jordana, Business Development Wet and Liquid Packaging di Goglio, in occasione di IPACK-IMA 2018 ha dissertato sulle esigenze dei produttori di alimenti liquidi e di bevande, e su quali siano le novità con cui Goglio risponde in qualità di fornitore di sistemi completi di confezionamento in imballaggi flessibili. In ultima analisi, Jordi Jordana ci racconta come Goglio affronta la tendenza della personalizzazione rivolta ai mercati del food & beverage.
28-06-2018Goglio, focus sui produttori di alimenti liquidi e bevandeJordi Jordana, Business Development Wet and Liquid Packaging di Goglio, in occasione di IPACK-IMA 2018 ha dissertato sulle esigenze dei produttori di alimenti liquidi e di bevande, e su quali siano le novità con cui Goglio risponde in qualità di fornitore di sistemi completi di confezionamento in imballaggi flessibili. In ultima analisi, Jordi Jordana ci racconta come Goglio affronta la tendenza della personalizzazione rivolta ai mercati del food & beverage. -
06-06-2017Goglio, prodotti e servizi 4.0Packagingspace.net, in occasione di Interpack 2017, intervista Luciano Sottile, General Manager Machinery Division di Goglio. In perfetta armonia con il piano
-
 10-05-2014Packagingspace Videoblog: Goglio Group @ Interpack 2014'Videoblog' project is powered by Packagingspace.net and Istituto Italiano Imballaggio. Here you can see an interview with Alessandro Caretti, sales director
10-05-2014Packagingspace Videoblog: Goglio Group @ Interpack 2014'Videoblog' project is powered by Packagingspace.net and Istituto Italiano Imballaggio. Here you can see an interview with Alessandro Caretti, sales director -
 10-05-2014Packagingspace Videoblog: Goglio Group @ Interpack 2014'Videoblog' è un progetto pilota di comunicazione con il quale Packagingspace.net, in collaborazione con l'Istituto Italiano Imballaggio, desidera valorizzare
10-05-2014Packagingspace Videoblog: Goglio Group @ Interpack 2014'Videoblog' è un progetto pilota di comunicazione con il quale Packagingspace.net, in collaborazione con l'Istituto Italiano Imballaggio, desidera valorizzare